Breathable membrane Industry Knowledge
Waterproof breathable membranes have revolutionized the construction industry by providing an effective solution for managing moisture within building structures. These advanced membranes offer numerous advantages over traditional moisture barrier systems, making them a preferred choice for architects, builders, and homeowners alike. Let's explore some of the key benefits of waterproof breathable membranes in the construction industry.
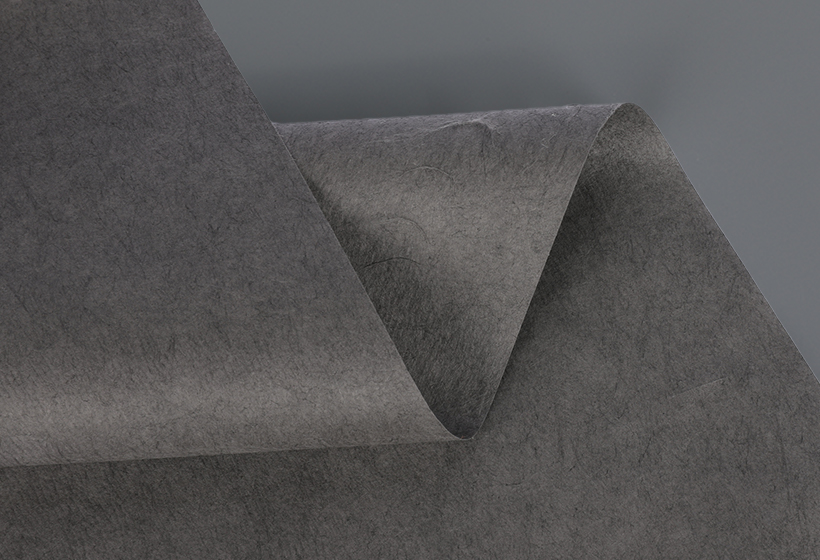
Moisture Management: One of the primary advantages of waterproof breathable membranes is their ability to effectively manage moisture. These membranes allow the passage of water vapor from the interior to the exterior of the building while preventing the entry of liquid water. This feature helps to regulate humidity levels within the building, preventing the accumulation of condensation and mold growth, which can lead to structural damage and health hazards.
Enhanced Energy Efficiency: Waterproof breathable membranes contribute to improved energy efficiency in buildings. By allowing moisture to escape, these membranes help prevent the formation of damp spots and moisture-related damage, which can compromise the insulation properties of the building envelope. With better insulation performance, buildings can maintain a more consistent indoor temperature, resulting in reduced energy consumption and lower heating or cooling costs.
Structural Durability: The durability of a building greatly depends on its ability to withstand moisture-related issues. Waterproof breathable membranes act as a protective layer, shielding the building from the damaging effects of water infiltration. By preventing the entry of liquid water, these membranes help preserve the structural integrity of the building, preventing rot, decay, and corrosion. Additionally, they can act as an extra layer of defense against wind-driven rain and other external factors that can compromise the building envelope.
Comfort and Indoor Air Quality: Buildings constructed with waterproof breathable membranes offer superior comfort and enhanced indoor air quality. By allowing moisture to escape, these membranes help regulate humidity levels within the building, preventing the buildup of excess moisture that can lead to musty odors and the growth of mold and mildew. Maintaining optimal indoor air quality is essential for occupant health and well-being, and waterproof breathable membranes contribute significantly to achieving this goal.
Versatility and Adaptability: Waterproof breathable membranes are versatile and can be used in various construction applications. They can be applied to roofs, walls, floors, and even foundations, providing a comprehensive moisture management solution. Whether it's a residential, commercial, or industrial project, waterproof breathable membranes can be tailored to meet specific requirements, ensuring optimal performance and long-term durability.
In conclusion, waterproof breathable membranes offer numerous advantages in the construction industry. From effective moisture management to enhanced energy efficiency, structural durability, improved comfort, and adaptability, these membranes have proven to be a valuable addition to modern building practices. As the construction industry continues to prioritize sustainable and resilient building solutions, waterproof breathable membranes are set to play a pivotal role in shaping the future of construction.
 English
English Español
Español
 Innovation Team
Innovation Team Patented Technology
Patented Technology Quality Assurance
Quality Assurance Efficient Response
Efficient Response